
Traditional, rudimentary organic fertilizer processing setups often rely on a patchwork of standalone machines, resulting in disjointed workflows, high material loss, and finished products that fail to meet quality standards for storage or commercial mass production. This fully automated organic fertilizer production line incorporates an integrated downstream processing unit and features a fully linked, self-regulating control system. The equipment operates in a coordinated, closed-loop manner, automating the entire process from raw material handling to finished product discharge. The production technique adheres to national standards regarding microbial viability and granule formation, making it suitable for large-scale fertilizer production at small-to-medium processing plants and large agricultural or livestock operations. The comprehensive equipment suite offers full functionality tailored for high-volume production environments.
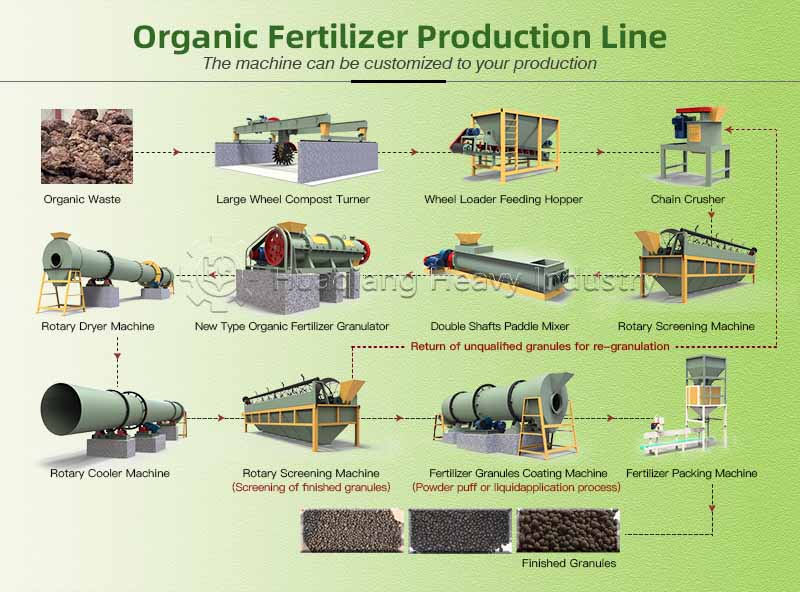
The production line comprises seven distinct processing units that operate in a linked, sequential workflow; core equipment roles are clearly defined, and the process flow aligns with the physical shaping principles of wet granulation. First, the variable-frequency fully automatic disc granulator serves as the core forming equipment; it features an adjustable-tilt disc structure and utilizes gravity combined with centrifugal wet agglomeration principles. It is compatible with composted livestock manure, straw, and fungal residue (with a moisture content of 28%–35%) and produces adjustable granule sizes of 2–6 mm. With composted raw materials, the measured forming rate is 82%–87%, making it suitable for large-scale continuous granulation. Second, the enclosed belt conveyor system comprises separate units for feeding and material recirculation; a short, slow-speed conveying section is added post-granulation to allow wet granules to set initially, preventing breakage during direct drying, while the enclosed design minimizes dust emissions and enables automatic recirculation of waste material for re-granulation. Third, the integrated drying and screening unit serves as the core auxiliary system, combining three internal components: a constant-temperature hot-air drying chamber, an air-cooling mechanism, and a multi-layer vibrating grading screen; this single machine performs drying, cooling, and screening processes. Fourth, the constant-temperature hot-air heating unit is a dedicated heat source providing precise temperature control; it employs a low-temperature drying process (40–50°C) specifically designed for live bacteria, fully preserving the activity of beneficial microorganisms such as *Bacillus subtilis* in the organic fertilizer. Fifth, the self-cleaning dust-removal fan connects to the drying and screening unit to collect processing dust, ensuring compliance with environmental production standards. Sixth, the finished product conveyor transports the compliant granular fertilizer. Seventh, the PLC-based variable-frequency control cabinet intelligently regulates the speed, temperature, and screening frequency of the entire line; substandard powder and oversized lumps resulting from screening are recirculated for re-granulation via the return conveyor, while the storage hopper serves merely as an auxiliary storage structure rather than an independent processing unit.
Compared to traditional modular equipment, the key innovation of this combined system is the integration of drying and screening, which eliminates the costs associated with constructing separate drying rooms and installing standalone screening machines. The low-temperature drying process stably maintains the fertilizer’s moisture content below 12%, while the screening machine automatically separates high-quality granules from waste material, ensuring no raw material is wasted. The entire line features synchronized start-stop functionality, requires minimal manual oversight, and boasts a low failure rate, making it suitable for long-term, continuous processing.
In summary, this fully automated granulation production line—equipped with integrated drying and screening units as well as a complete suite of hardware for granulation, conveying, heating, dust removal, screening, and electrical control—ensures process integration and operational synergy. It resolves issues common to older equipment, such as fragmented workflows, substandard product quality, and high energy consumption, serving as a comprehensive, professional solution for the standardized production of commercial organic fertilizer.
