
Against the backdrop of the compound fertilizer industry’s upgrade towards green and efficient practices, organic-inorganic compound fertilizers are becoming increasingly popular due to their dual advantages of improving soil and providing readily available nutrients. However, granulating fermented organic raw materials (such as pig manure and straw) with inorganic NPK powder is far from a simple process—problems such as high fiber content, significant differences in specific gravity, and uneven moisture content have led many production lines into a predicament of “loose granules and nutrient stratification.” Scientific granulation technology and equipment matching are key to solving this problem.
After crushing, organic raw materials (such as fermented and decomposed pig manure and chicken manure) have high fiber content, low specific gravity, and strong hygroscopicity, with a moisture content typically between 20% and 25%. Inorganic NPK raw materials (urea, ammonium phosphate, and potassium salts) are dense powders with significant differences in specific gravity. When the two are mixed, the light organic material and the heavy inorganic particles easily separate during movement, resulting in uneven nutrient distribution within the granules. More challenging is the elasticity of organic fibers, which makes granules difficult to compact, resulting in low forming rates and easy cracking.
Organic raw materials need to undergo thorough fermentation and decomposition (15-20 days using a trough-type compost turner) to ensure pathogen inactivation and fiber softening. The fermented material should be pulverized to a particle size ≤5mm; excessive coarseness will cause the granules to crack and show their white parts. Inorganic NPK raw materials are separately pulverized to 80-120 mesh to ensure uniform mixing. After pretreatment, the organic and inorganic powders are added to a horizontal mixer according to the formula ratio (organic content 20%-40%, total NPK content ≥20%) and dry-mixed for 8-10 minutes to initially integrate the light and heavy materials.
For the characteristics of organic-inorganic compound fertilizers, a disc granulator is the optimal choice. Its core advantages are: when the tilted disc rotates, the material undergoes complex rolling within the disc, weakening the density difference through dynamic mixing; the disc wall is equipped with spiral guide plates, forming upward and downward convection airflow, effectively preventing organic-inorganic stratification. The disc tilt angle is adjusted to 40°-50°, and the rotation speed is controlled at 12-18 r/min. Atomizing nozzles are used to evenly humidify the particles to a moisture content of 20%-25%, causing them to gradually agglomerate into spheres during rolling.
Bentonite or humic acid is chosen as the binder, added at 6%-8%—this enhances the binding force of the organic fibers and improves particle strength, preventing them from scattering upon contact with water. After granulation, a low-temperature dryer (hot air temperature ≤65℃) is used to rapidly remove moisture to a moisture content ≤12%, protecting the organic matter and the activity of beneficial microorganisms. A grading sieve is used in the screening process; qualified particles of 2-4mm are packaged, while fine powder and excessively large particles are returned for reuse.

The core technique lies in the granulation sequence: dry mixing must precede granulation. Dry mixing ensures that the organic fibers and inorganic powder are fully coated, resulting in even moisture distribution during subsequent humidification and preventing localized over-wetting that leads to clumping. Adding binders such as bentonite during the dry mixing stage helps fill the fiber gaps in advance, increasing particle density. After drying, the granules are immediately cooled to room temperature to prevent nitrogen loss due to residual heat. A 1%-2% anti-caking agent can be sprayed on before packaging to improve storage resistance.
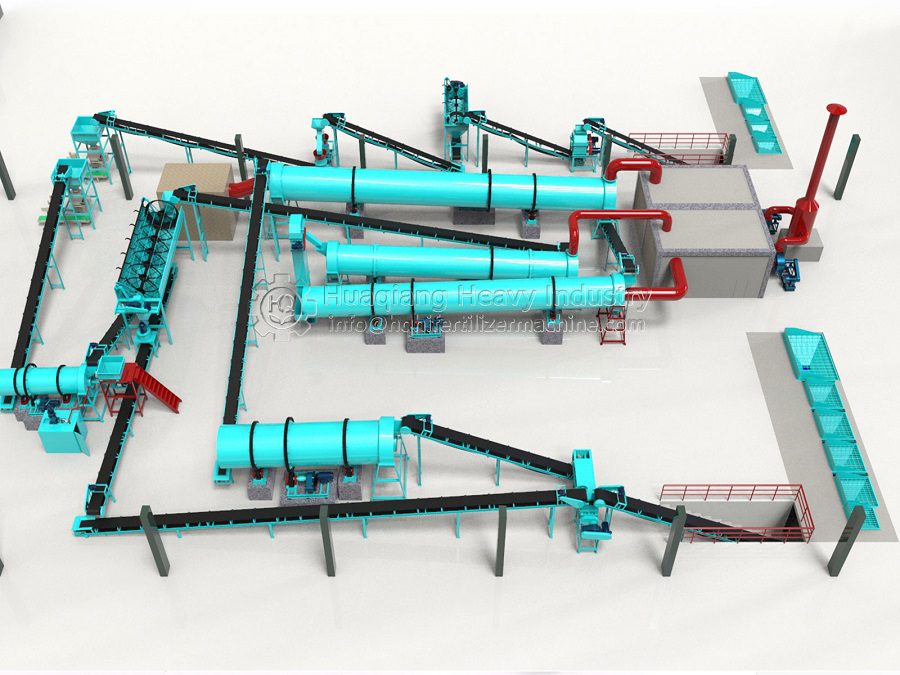
From the compounding of pig manure fermentation feed and NPK to the production of straw organic-inorganic fertilizer, the disc granulator, with its strong adaptability to complex materials, has become the core equipment in organic-inorganic compound fertilizer production lines. Precise matching of equipment and processes ensures that each granule possesses both the “softness of organic” and the “strength of inorganic,” truly achieving a fertilizer efficiency value greater than the sum of its parts (1+1>2).
The delicate balance achieved by the disc granulator for organic-inorganic materials is only half the story. To transform these moist, freshly formed granules into a stable, marketable product, they must pass through a series of essential post-granulation steps, forming a complete npk fertilizer line. The granules, with their carefully controlled moisture content of 20-25%, first enter a fertilizer dryer machine. Here, a gentle, low-temperature airflow (≤65°C) is critical to reduce the moisture to ≤12% without degrading the organic matter or harming beneficial microorganisms. The hot, dry granules then proceed to a fertilizer cooler machine, where ambient air rapidly brings them to room temperature. This cooling step is vital to prevent residual heat from causing nitrogen loss and to stop the granules from caking during storage. Next, the cooled granules are fed into a rotary drum screening machine, which classifies them, ensuring that only uniformly sized 2-4mm product moves forward. Finally, the consistent, high-quality granules are precisely weighed and sealed into bags by a fertilizer packing machine. This integrated finishing system—drying, cooling, screening, and packaging—is the crucial link that turns the output of the granulator into a durable, high-value fertilizer ready for the field.
